UG软件在炮塔铣床数控线切割加工中的应用
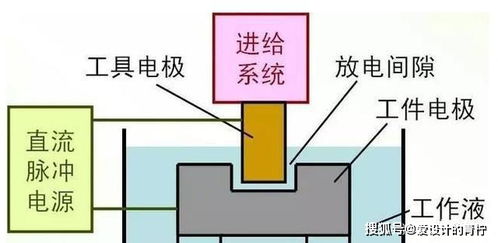
数控线切割加工是一种高精度、高效率的特种加工方法,广泛应用于模具制造和精密零件加工领域。而炮塔铣床作为一种多功能机床,通过加装数控线切割附件或结合数控系统,也可以实现复杂的线切割加工任务。利用UG(现为Siemens NX)这一强大的CAD/CAM软件,可以高效地完成从零件设计到线切割加工编程的全过程。以下将详细阐述如何利用UG软件进行炮塔铣床的数控线切割加工。
一、前期设计与模型准备
- 三维建模:在UG的“建模”模块中,根据零件图纸或设计意图,创建出待加工零件的精确三维模型。对于线切割加工,尤其需要关注的是二维轮廓或三维曲面的切割路径。
- 确定加工特征:明确需要线切割的特征,如型孔、凸模外形、上下异形面等。分析零件的材料、厚度及加工要求。
二、进入加工环境与设置
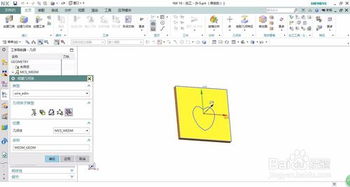
- 切换到加工模块:在UG中,通过【应用模块】->【加工】进入CAM环境。
- 创建加工几何:
- 设置“工件”几何体为待加工的三维模型。
- 设置“线切割几何体”。对于炮塔铣床上的应用,通常使用2轴或4轴线切割(取决于设备配置)。关键步骤是定义“线切割边界”。在UG中,可以通过指定面、曲线或边界来定义切割区域。例如,对于一个型孔,可以选择孔的边缘曲线作为边界。
- 创建刀具:在“创建刀具”对话框中,选择“wire_edm”类型,并设置线切割电极丝的参数,如丝径(常用0.1-0.3mm)。
三、创建与编辑线切割操作
- 选择操作类型:UG线切割主要操作类型包括:
- 无芯(No-core):用于切割封闭轮廓的内部形状,产生废料。
- 内部修剪(Internal Trim):从内部开始切割至边界。
- 外部修剪(External Trim):从外部开始切割轮廓。
* 开放轮廓(Open Profile):切割非封闭的轮廓。
根据炮塔铣床上零件的装夹位置和加工特征(如是在坯料内部切孔还是切割外形),选择相应类型。
- 设置切割参数:
- 切削参数:定义步距、公差、切割方向(顺时针/逆时针)等。对于炮塔铣床,通常进行2轴轮廓切割。
- 丝径参数:输入电极丝直径,软件会自动计算偏移路径(即生成考虑丝径补偿的刀具轨迹)。
- 开始/结束点:指定穿丝点和起割点,这对于实际加工中的装丝和起始位置至关重要。
- 多次切割设置:如果需要粗切、精修等多道工序,可以设置多条切割路径及对应的偏移量和加工参数。
- 生成刀轨:在操作对话框中点击“生成”,UG会根据几何体和参数计算出刀具路径。可以使用“重播”或“3D动态”进行可视化仿真,检查路径是否正确,有无过切或干涉。
四、后处理与代码传输
- 后处理:UG生成的刀轨是通用的CLSF(刀具位置源文件)数据。必须通过专用的“后处理器”将其转换为炮塔铣床数控系统能够识别的G代码程序。后处理器需要与机床的数控系统(如Fanuc、Siemens、三菱等)相匹配。在UG中,选择该线切割操作,点击“后处理”,选择对应的后处理器,即可生成.nc或.txt等格式的NC程序。
- 程序传输:将生成的NC程序通过U盘、网络或直接数据传输(DNC)方式,导入到炮塔铣床的数控系统中。
五、炮塔铣床上的加工实施
- 机床准备:在炮塔铣床上安装好线切割附件(包括丝筒、导轮、工作液系统等)。确保机床的数控系统已启用线切割功能。
- 工件装夹与找正:将工件牢固装夹在工作台上,并使用百分表等工具进行找正,确保工件坐标系与编程坐标系一致。
- 程序调试与加工:在机床上调用传输过来的NC程序,进行模拟运行或单段执行,确认无误后,设置好电极丝张力、工作液浓度等工艺参数,即可开始自动加工。
结论与优势
利用UG进行炮塔铣床的数控线切割编程,实现了设计与制造的高度集成。其优势在于:
- 直观可视:三维环境下的刀轨仿真能提前发现错误,减少试切成本。
- 精度高:自动的丝径补偿和精确的路径计算保证了加工尺寸精度。
- 灵活高效:对于复杂轮廓,尤其是上下异形件,UG可以方便地定义多轴切割路径,充分发挥炮塔铣床的灵活性。
- 知识复用:保存的操作模板和工艺参数可以快速应用于类似零件,提高编程效率。
通过UG软件强大的CAM功能,可以有效地驱动炮塔铣床完成高精度的数控线切割任务,是提升复杂零件加工能力和效率的利器。
如若转载,请注明出处:http://www.suzhoulongkai.com/product/78.html
更新时间:2026-06-19 03:06:39