线切割与炮塔铣床 精密加工中的利器对比与应用

在制造业,尤其是模具、精密零件加工领域,线切割和炮塔铣床是两种常见且关键的设备。虽然它们都属于金属切削加工范畴,但工作原理、应用场景和技术特点却各有千秋。本文将详细介绍线切割(通常使用钼丝作为电极)与炮塔铣床,并探讨它们在现代加工中的角色。
一、线切割(以钼丝为电极)
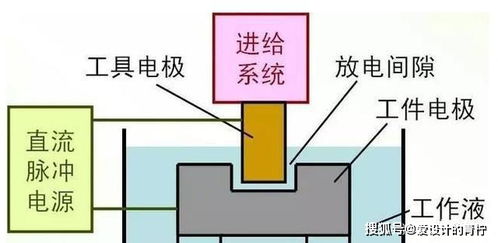
线切割,全称电火花线切割加工(WEDM),是一种利用连续移动的金属丝(常用钼丝)作为电极,通过脉冲火花放电对工件进行切割的特种加工方法。
核心特点:
1. 工作原理:基于电火花腐蚀原理,钼丝与工件间保持微小间隙,在绝缘工作液(如去离子水)中产生高频脉冲放电,从而蚀除金属。它不直接接触工件,因此几乎无机械切削力。
2. 材料适用性:可加工任何导电材料,无论硬度多高(如淬火钢、硬质合金),特别适合高硬度、复杂形状的模具(如冲模、挤压模)。
3. 加工精度与表面质量:可实现极高精度(可达±0.005mm)和良好表面粗糙度(Ra 1.6μm以下),但加工速度相对较慢。
4. 钼丝的作用:作为放电电极,钼丝具有高强度、高熔点、良好导电性,且损耗较低。在加工中,钼丝一次性使用,持续走丝以保证切割连续。
5. 局限性:只能加工贯通形状(需穿丝孔),无法加工盲孔或立体曲面;加工效率低于机械切削。
典型应用:精密模具(如手机外壳模具)、异形孔、窄缝、微细零件等。
二、炮塔铣床
炮塔铣床是一种通用性强的立式铣床,其铣头可在垂直和水平方向灵活旋转(像炮塔一样),从而多角度加工工件。它属于传统机械切削设备。
核心特点:
1. 工作原理:通过高速旋转的铣刀(如立铣刀、面铣刀)对工件进行机械切削,依靠刀具的刃口去除材料。加工过程有直接的切削力。
2. 加工灵活性:炮塔式设计允许铣头多角度调整,可进行平面、斜面、沟槽、齿轮等多种加工,适应性广。
3. 效率与经济性:对于常规金属(如钢、铝)的去除加工,效率远高于线切割;刀具可重复使用,成本较低。
4. 精度与表面质量:精度较高(通常可达±0.02mm),但受刀具磨损、机床刚性等因素影响;表面质量取决于刀具和参数。
5. 局限性:难以加工高硬度材料(如淬火后硬度>HRC50);对于复杂内腔或尖角形状,刀具干涉可能限制加工。
典型应用:零件批量加工、工装夹具制造、原型制作、教育实训等。
三、对比与协同
| 特性 | 线切割(钼丝) | 炮塔铣床 |
|------------------|---------------------------------------------|----------------------------------|
| 加工原理 | 电火花腐蚀(非接触) | 机械切削(接触) |
| 适用材料 | 导电材料,尤其高硬度材料 | 中低硬度金属、塑料等 |
| 加工形状 | 二维轮廓、复杂内孔 | 三维曲面、平面、斜角等 |
| 精度 | 极高(微米级) | 高(丝级) |
| 效率 | 较低(适合精加工) | 较高(适合粗加工与半精加工) |
| 经济性 | 耗材(钼丝、工作液)成本较高 | 刀具可重复使用,运行成本较低 |
在实际生产中,两者常互补使用。例如,先用炮塔铣床进行工件粗加工和基准面制备,再用电火花线切割加工高硬度部位或复杂型孔。这种组合能兼顾效率与精度,最大化发挥设备价值。
###
线切割(钼丝)与炮塔铣床代表了精密加工中“特种加工”与“传统机械加工”的两大方向。选择哪种设备,取决于材料特性、零件形状、精度要求及生产批量。随着智能制造发展,两者都朝着更高自动化、智能化方向演进,但核心优势依然分明:线切割擅于“以柔克刚”,炮塔铣床则“灵活高效”。理解它们的特性,方能优化工艺,提升制造水平。
如若转载,请注明出处:http://www.suzhoulongkai.com/product/79.html
更新时间:2026-06-19 09:38:06